Galvanizing is a very specialized process resulting in the absolute longest lasting coating for your steel products. However, since the galvanizing process involves submersion of your product into a molten zinc metal bath at about 840 degrees F, there are some potential drawbacks. One of these is heat related expansion that may result in warping of your product.
All material that is galvanized goes through some degree of heat expansion. The degree of expansion varies, according to a number of factors. The main factors are material thickness and the ratio of surface area to mass. In plain English, thinner materials tend to expand more than thicker, more robust materials.
The most common type of heat related warpage is with solid sheet material, perforated plate, wire mesh, and expanded metal. These all have a high surface area to mass and will expand quite a lot at galvanizing temperature. If these materials are done in loose sheets, their expansion and contraction will go unnoticed. However, if the sheeting is welded into an assembly that is more rigid (and will have less heat expansion), then the greater heat expansion of the sheeting may result in permanent warping and twisting.
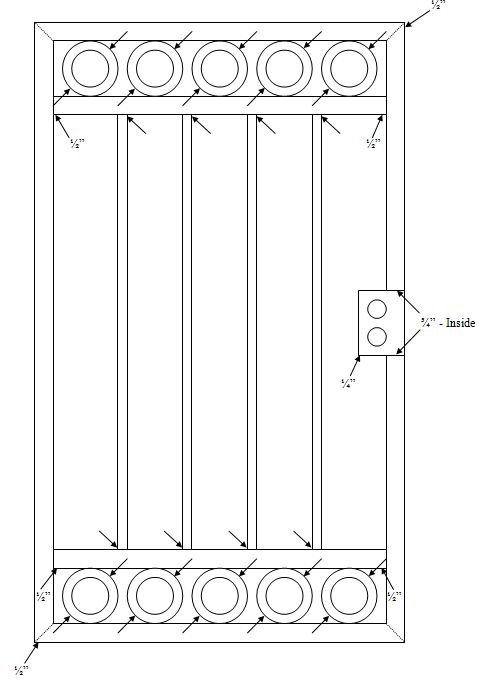
Also, galvanizing items that are asymmetrical, such as plain channel iron, or a gate that has the pickets off-set to one face, may result in the item curving to one side.
Fabrication methods can also induce a tendency for material to warp. Remember that the heat of galvanizing is a great stress reliever.
• If an assembly is welded all on one side, then flipped over and welded all on the other side, this may induce stress in the assembly that will result in warpage during galvanizing. Think of it this way… if you had to brace it or secure it to keep it from moving while you welded it, it will likely move during galvanizing.
• Having many cutouts in thinner materials can also leave stress behind in the metal that will be relieved during galvanizing, resulting in unwanted warping.
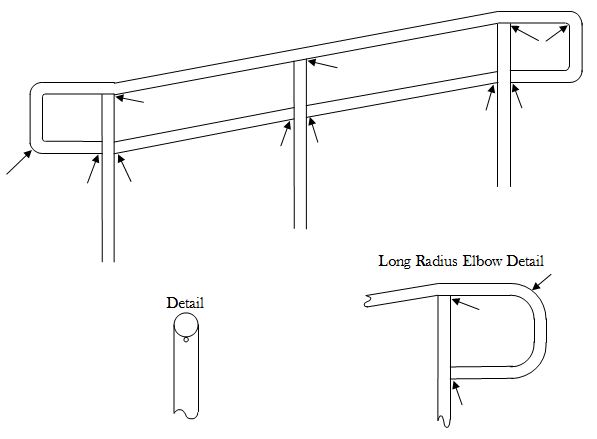
Just how much can steel expand during galvanizing you ask? We tested it to give you a real world example. A piece of 1.5” standard pipe at 21’ long will expand approximately 1.5” during galvanizing. That’s a LOT! Take warpage seriously so you won’t be disappointed!