Let me start by quickly explaining that one should ABSOLUTELY NOT try to compare an after-fabrication hot dip galvanized coating to pre-galvanized items such as sheet metal, flashings, pre-galv tubing, EMT, fasteners, furniture, magazine racks, etc… These items are galvanized in a different manner, and in tightly controlled, product specific factories. This results in:
- a much smoother finish, and
- a much thinner coating.
These items will look much smoother when new, but will fail in service much, much sooner than a standard after-fabrication hot dip galvanized item.
It is also important to understand a bit of how hot dip galvanizing works. In brief, an article to be hot dip galvanized is dipped into a vat of 840-degree molten zinc metal. This is not a water solution of metal ions as in plating, but the actual metal itself, heated up until it melts in to a thick, heavy, viscous liquid.
When the part is submerged in the galvanizing bath, it undergoes a metallurgical alloying reaction with the galvanizer’s zinc. Simply stated, some steels will react with the same zinc bath differently due to differences in the chemical composition of the steel. This can create differences in surface color and texture/smoothness between different parts, between different sections on the same part, and even between different areas on the same section of a single part.
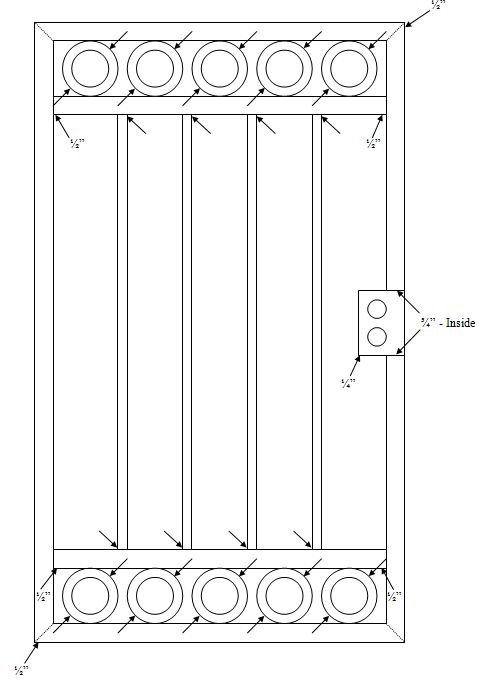
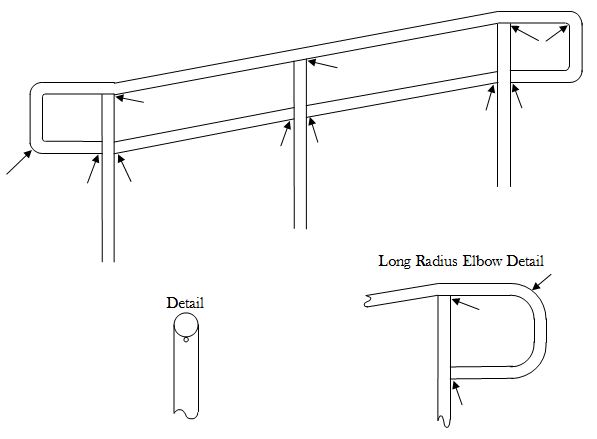
Then during withdraw from the galvanizing bath, the molten zinc must run off the surface of the part as it leaves the bath, creating the final surface texture. During the withdrawal phase, the design of the part, the speed of withdrawal, the angle of withdrawal, the ventilation and drainage holes, among other factors all influence the final surface appearance. Combined with the fact that thick, heavy molten zinc metal simply does not want to drain easily form the surface of a part, you can see the difficulty in obtaining a high degree of smoothness.
As you can see, the surface appearance, coloration, and relative smoothness are all influenced by many factors. Many of these can not be controlled by the galvanizer, and of those that can not, some are beyond the control of the fabricator. What this means is that there are no easy guarantees on the exact surface appearance, color, or smoothness of an after fabrication hot dip galvanized coating.
We do guarantee that the product we galvanize conforms to current commercial standards, as well as to ASTM A-123, the standard specification for after-fabrication hot-dip galvanizing. Within this specification, there are tolerances for color, appearance, and smoothness due to factors beyond control.
I like to summarize this topic by likening an after-fabrication hot dip galvanized coating to a big gruff, rough, tough guy. Our coating is the strongest, longest lasting, most durable, look rust in the face and laugh coating. There is nothing else on the market that can come close to the durability of our coating in almost any environment on Earth. That being said, I did include the adjective “gruff.” An after-fabrication hot dip galvanized coating will be loyal to you always, but it can at times be rough, bumpy, runny, pimply, and, well… gruff.
The good news is that this rough and tumble coating will stay rough and tumble… and rust free for decades to follow. It that time, all of the other smooth, pretty coatings will all have been repaired, repainted or replaced several times over.
This being said, we pride ourselves in providing the best quality hot dip galvanized coatings possible. We always strive to give you product that is as smooth and clean as possible. With appropriate expectations, and with our unique hand cleaning process after galvanizing, you are sure to be pleased with the results!